


加氢反应器是加氢裂化装置的核心设备,它操作于高温、高压、临氢(含H2S)环境下,且进入反应器内的物料中往往含有硫和氮等杂质。由于加氢反应器使用条件苛刻,在反应器的发展历史上主要围绕提高反应器使用的安全性。所以无论是设计还是制造 ,除了需要强调使用性能外,还必须强调其安全性能。
1.影响加氢过程的因素
1.1氢气分压
提高氢分压有利于加氢过程反应的进行,加快反应速度。在固定反应温度及其他条件下,压力对转化深度有正的影响。产品的质量受氢分压影响较大。
1.2 反应温度
影响反应速率和产品的分布和质量。
1.3 空速
空速影响反应器的体积和催化剂用量,降低空速对于提高加氢过程反应的转化率是有利的。
1.4 氢油比
氢油比对加氢过程的影响主要有三个方面:影响反应的过程;影响催化剂使用寿命;过高的氢油比将增加装置的操作费用及设备投资。
2.加氢反应器可能发生的主要损伤型式有哪些呢?
2.1 高温氢腐蚀
在高温高压操作状态下,侵入并扩散在钢中的氢与固溶碳或不稳定的碳化物发生化学反应,生成甲烷;即 Fe3C+4[H]→CH4+3Fe。
影响高温氢腐蚀的主要因素温度、压力和暴露时间的影响、合金元素和杂质元素的影响、热处理的影响、应力的影响。
2.2 氢脆
氢脆是由于氢残留在钢中所引起的脆化现象。产生了氢脆的钢材,其延伸率和断面收缩率显著下降。
2.3 高温H2S腐蚀
硫化氢和氢气共存条件下,比硫化氢单独存在时对钢材产生的腐蚀还要更为剧烈和严重。其腐蚀速度一般随着温度的升高而增加。
2.4 连多硫酸应力腐蚀开裂
连多硫酸(H2SXO6,x=3-6)与作用对象中存在的拉应力共同作用发生的开裂现象。
2.5 铬钼(Cr-Mo)钢的回火脆性
铬钼钢在325~575℃温度范围内长时间保持或从此温度范围缓慢地冷却时,其材料的破坏韧性就引起劣化的现象,这是由于钢中的微量杂质元素和合金元素向原奥氏体晶界偏析,使晶界凝集力下降所至。
2.6 奥氏体不锈钢堆焊层的剥离
反应器本体材料的Cr-Mo钢和堆焊层用的奥氏体不锈钢具有不同的氢溶解度和扩散速度,使堆焊层过渡区的堆焊层侧出现了很高的氢浓度;在高温高压操作状态下氢向反应器器壁侵入,在停工时氢会从器壁中逸出。从而导致奥氏体不锈钢堆焊层的剥离。
2.加氢反应器的设计方法
设计方法主要有常规设计和分析设计两种计算方法。
2.1 常规设计法
常规设计基于弹性失效准则,可供使用的规范有美国ASME《锅炉及压力容器规范》第Ⅷ卷第一册以及我国GB150-2011《压力容器》等。
常规设计主要计算机辅助软件有:
针对ASME规范的PVElite-2017
针对GB150的SW6-2011
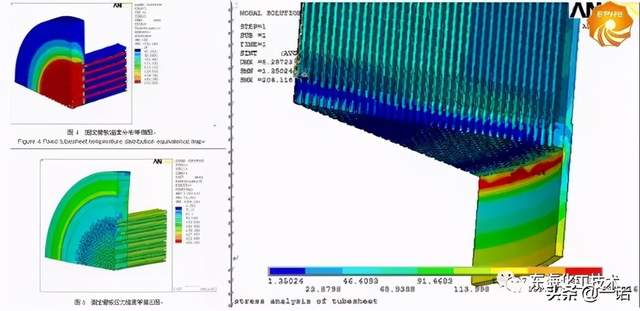
2.2 分析设计法
分析设计基于塑性失效准则,可供使用的规范有美国ASME 锅炉及压力容器规范》第Ⅷ卷第二册以及我国JB4732《钢制压力容器——分析设计标准》等。
“分析设计”要求对反应器的有关部位的应力进行详细计算及按应力的性质进行分类,并对各类应力及其组合进行评价,同时对材料、制造、检验提出了比“常规设计”更高的要求,从而提高了设计的准确性与使用可靠性,但相对设计费用大大增加。
分析设计主要计算机辅助软件有:
ANSYS经典版和workbench有限元应力分析软件
3.加氢反应器在设计上需要注意什么呢?
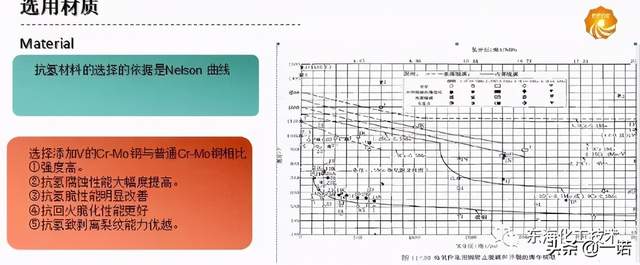
3.1高温氢腐蚀
①在选材上。
a)正确选择能抵抗氢腐蚀的材料,严格以最新版的纳尔逊曲线为依据;
b)尽量减少钢材中对氢腐蚀不利影响的杂质元素(如Sn、Sb);
c)主材应采用正火(允许加速冷却)+回火的处理制度,不允许淬火。
②在热处理上。设备必须进行焊后热处理。
③在操作指导上。
a)严格禁止设备超温;
b)控制外加应力水平(不要急剧升温或者降温,升压或者降压)。
3.2氢脆
①氢脆的敏感性一般是随钢材强度的提高而增加;钢材强度不要超过设计规定值。且要注意降低焊接热影响区的硬度,所以设计文件应该规定焊缝及其热影响区的硬度。
②钢的显微组织对氢脆有影响,通过无损检测消除宏观缺陷。
③残余应力对氢脆有影响,通过热处理消除残余应力。
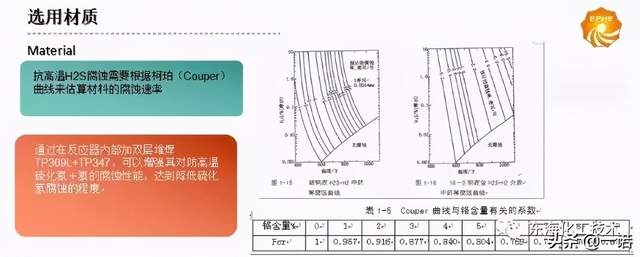
3.3 高温H2S腐蚀
内壁堆焊TP309L+TP347奥氏体不锈钢(奥氏体不锈钢抵抗高温H2S腐蚀能力很强)。
3.4 连多硫酸应力腐蚀开裂
①选用超低碳或稳定型的不锈钢,如Tp321、Tp347。
②结构设计上应尽量避免有应力集中的结构。
3.5 铬钼(Cr-Mo)钢的回火脆性
设计时严格控制材料化学成分中的杂质元素(如P、Sn、As、Sb)和某些合金元素(如Si、Mn等)
3.6 奥氏体不锈钢堆焊层的剥离
①在选材上。从材质上加以改进,例如降低Cr-Mo钢母材中的C含量,而通过添加V等能弥补由于C量的降低可能影响强度下降的元素,控制Tp.347堆焊金属中的Nb的适当含量等等;
4.加氢反应器在制造上需要注意什么呢?
4.1高温氢腐蚀
在制造上,应采用碱性焊条,控制焊条的含水量,焊接材料需作熔敷金属扩散氢试验。焊接时应焊前预热,控制层间温度,焊后消氢。设备必须进行焊后热处理。
4.2氢脆
在制造上,
a)尽量减少应变幅度,降低热应力和避免应力集中。如加大倒角,采用圆滑过渡的结构,控制焊缝余高。
b)尽量保持Tp.347堆焊金属或焊接金属有较高的延性。控制Tp.347不锈钢堆焊金属中的δ铁素体含量小于10%(下限应大于3%);对于容易发生氢脆的部位TP.347要在PWHT后进行。规定适宜的焊后热处理规范,尽量减少δ铁素体转变成σ相的量。
4.3高温H2S腐蚀
在制造上,制造厂应复验材料的硫、磷含量,严格控制焊缝和母材热影响区的硬度,热处理前后及时测量其硬度值。设备焊接完毕后,焊接接头除了要做100%RT检测,还应增加100%UT检测,确保焊缝无缺陷。
4.4连多硫酸应力腐蚀开裂
制造上要尽量消除或减轻由于冷加工和焊接引起的残余应力,并注意加工成不形成应力集中或应力集中尽可能小的结构。不允许打焊缝钢印,严禁强力组装,采用合适的热处理工艺,消除焊接应力和冷加工应力。
4.5铬钼(Cr-Mo)钢的回火脆性
制造上尽量减少热加工的次数,减少制造过程对铬钼(Cr-Mo)钢回火脆性的影响,同时做模拟整个热加工过程的模拟热处理试板,检验材料的各项力学性能,模拟整个热加工过程对材料的损伤。
制造上做堆焊工艺评定,选择合适的堆焊方法,采用大电流、高焊速的堆焊方法。(如有研究结果表明,采用大于20Cm/min的高焊速、大约25%的适当稀释串进行堆焊的堆焊层具有较好的抗剥离能力。总之堆焊时要设法避免生成粗晶)。选取合适的焊后热处理条件(焊后热处理温度、保持时间对于抗剥离性能有很大影响)(恒温解氢)。

4.6奥氏体不锈钢堆焊层的剥离

